Sistema: IMC- Ingeniería De Métodos De Confección
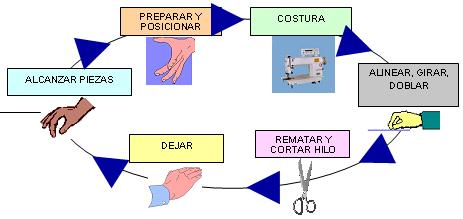
Debido al alto componente de manualidad en las operaciones de confección, se concluye que la productividad depende en gran medida de los movimientos realizados por los operarios al realizar cada operación. Y se ha comprobado que malas prácticas en la forma de alcanzar las piezas, las paradas de costura, entre otras, duplican el tiempo que debe tomar una operación generando eficiencias por debajo del 50%.
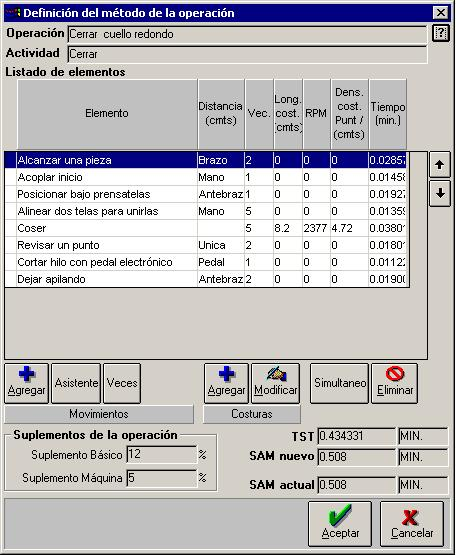
El sistema IMC – Ingeniería de métodos de confección estructura y desarrolla al detalle el registro de métodos de las operaciones de costura y manualidades, permitiendo lograr tiempos estándares más competitivos y reproducibles por los operarios en la planta.
Para el cálculo de los tiempos el módulo posee un sistema de predeterminados MTM3, con base en MTM1. Este consiste en valores de tiempo predefinidos para todos los movimientos básicos que se realizan en confección y los tiempos de las maquinas cosiendo.
Puede obtenerse rápidamente un estándar a través de la estandarización del método de trabajo.
Es fácilmente entendible para todo el personal operativo de la planta, ya que maneja un lenguaje gráfico y cercano al utilizado por los operarios.
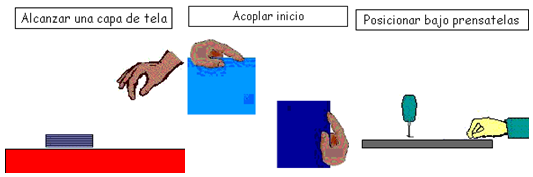
Tabla comparativa de los tiempos por cronómetro vs. Tiempos predeterminados:
| Tiempos estándar por cronometro | Tiempos estándar por predeterminados | |
| Valoración | Los cronometrajes dependen de la calificación de la valoración de la velocidad del operario. Errores al calificar la velocidad del operario o subjetividad en la calificación producen un estándar errado. | Los tiempos predeterminados vienen a una actividad del 100% en la escala 100- -133%, por lo tanto, no requieren valorarse. |
| Cronometraje | Los cronometrajes dependen también de la precisión de las mediciones. Errores al cronometrar o cantidad de observaciones estadísticamente insuficiente para obtener un estándar.
Medir ciclos en condiciones diferentes a la producción normal también produce datos errados. |
No se requiere cronometraje. Solamente se cronometra para realizar comprobaciones. |
| Método | Normalmente al medir el tiempo de ciclo de una operación no se estandariza el método, por esta razón no se hace una verdadera ingeniería de la operación. Muchas veces se sacan promedios de tiempos de varias personas que hacen la misma operación sin tener en cuenta que se realizan dos métodos diferentes y por lo tanto el promedio es inválido. | Se analiza y define al detalle el mejor método para la operación y el resultado de estandarizar el método a través de los tiempos predeterminados es el tiempo de la operación. |
A través de la utilización de los tiempos predeterminados usted podrá realizar un mejoramiento continuo de los tiempos de confección y por lo tanto, una reducción de los costos de producción.